
 Tiếng Việt
Tiếng Việt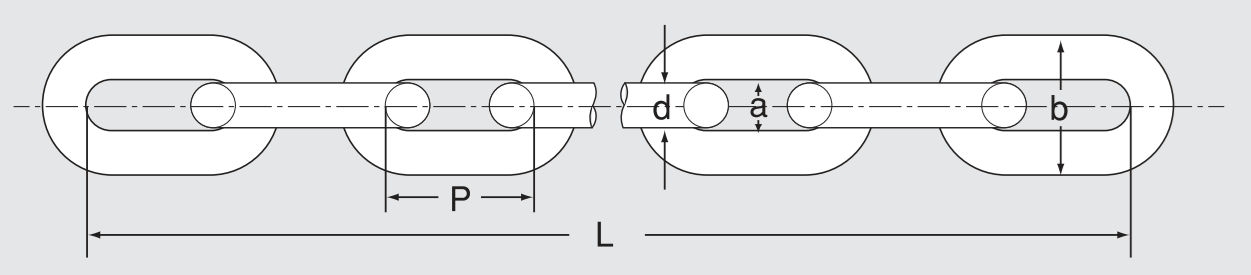
High-Wear-Resistant Conveyor Chains: Solutions for Heavy-Duty Transport
1. Product Introduction
In harsh industrial environments, selecting the right drive chain is vital to maintaining machinery performance. Our High-Wear-Resistant Conveyor Chains are manufactured from specialized alloy steel, specifically designed to transport highly abrasive materials such as stones, metallic ores, ash, and scrap metal.
2. Outstanding Advantages
-
Ultra-Durable Material: Crafted from heat-treated specialty steel to enhance surface hardness. This provides superior resistance against intense mechanical wear, extending service life significantly compared to standard chains.
-
Extreme Load Capacity: Featuring a robust link structure that withstands high tensile forces and heavy impacts, ensuring continuous operation under maximum load without stretching or breaking.
-
Stability in Harsh Environments: Maintains precision and durability even under high temperatures, high humidity, or extreme dust conditions.
-
Optimized Operational Costs: With a lower replacement frequency and fewer breakdowns, businesses can drastically reduce maintenance costs and unplanned downtime.
-
Precision Geometry: Chain links are engineered with optimized clearances and precise joints to minimize internal friction and wear during sprocket engagement.
3. Typical Industrial Applications
These wear-resistant chains are essential components in the following sectors:
-
Mining & Quarrying: Transporting ore and raw stone.
-
Cement & Brick Manufacturing: Moving clinker, clay, and raw input materials.
-
Energy & Thermal Power: Coal handling systems and bottom ash/fly ash removal.
-
Waste Management: Conveying industrial waste and scrap metal.
4. Technical Specifications & Tensile Strength Charts
To select the most suitable chain for your system, please refer to the standard charts below:












Reviews
There are no reviews yet.