
 Tiếng Việt
Tiếng Việt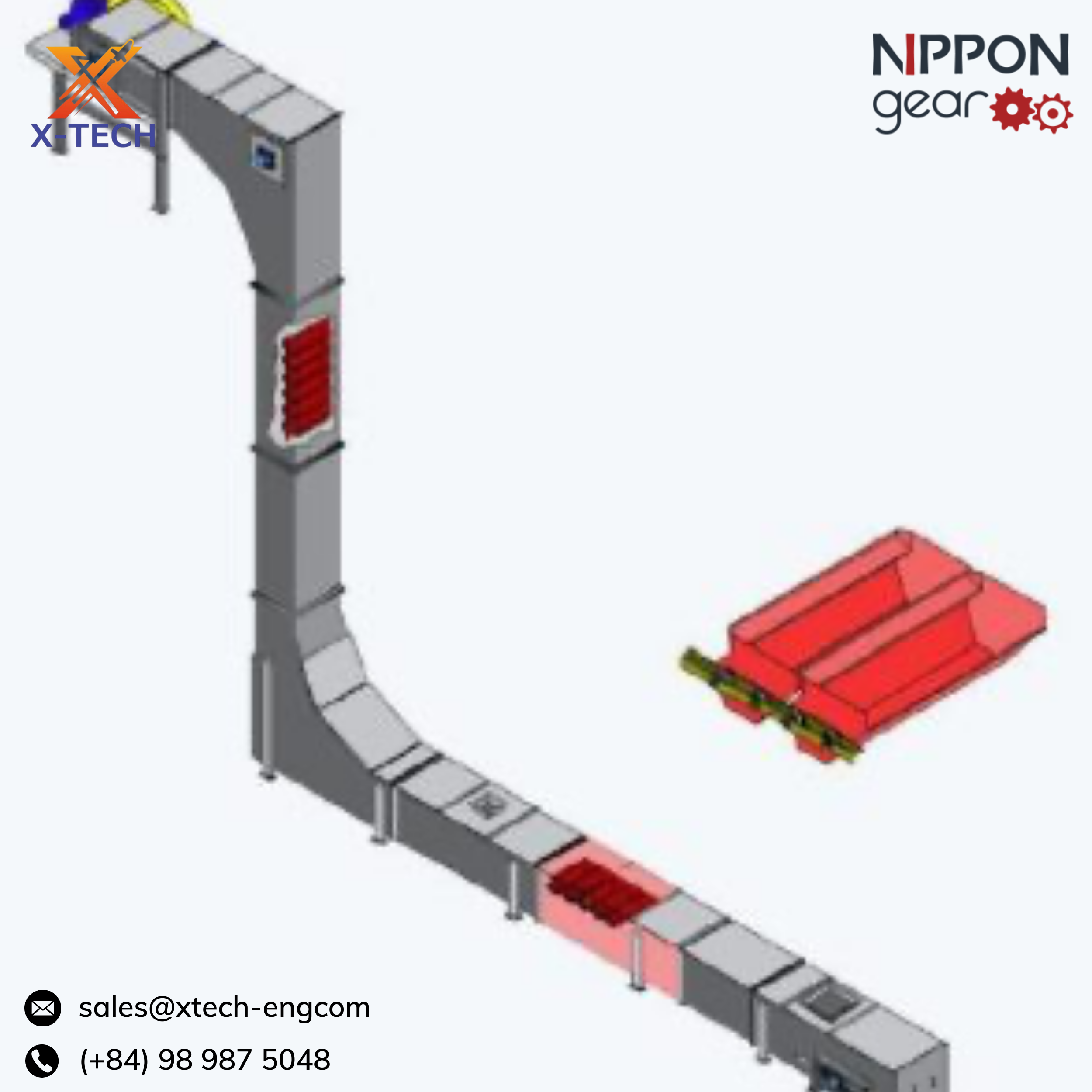





Bucket Conveyors: High-Efficiency Bulk Material Handling Solutions
1. Product Overview
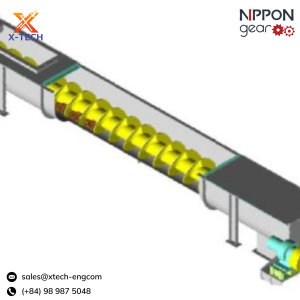
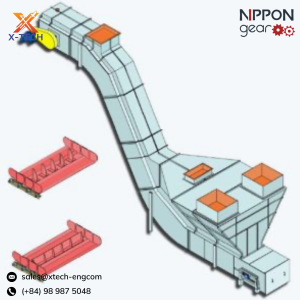
The Bucket Conveyor is the ideal transport system for bulk materials, granules, or small lumps, particularly in facilities requiring steep inclines or vertical elevation. Utilizing a mechanism of specialized buckets, this system ensures that materials are moved continuously and stably without spillage or backsliding, delivering superior efficiency for production lines.
2. Key Technical Features
-
Stable Operation & Anti-Slip: The robust bucket system secures material throughout the entire transit process, completely eliminating the material slippage common in flat belt conveyors.
-
Superior Anti-Clogging Mechanism: The detached bucket design effectively solves the issue of material jamming in chain links or mechanical gaps—a frequent failure point in traditional chain conveyors.
-
Corrosion & Abrasion Protection: The most significant advantage is that the material stays contained within the buckets and does not make direct contact with the conveyor frame or base. This protects the machine body from chemical corrosion and mechanical wear, significantly extending equipment life.
-
High-Temperature Resistance: Bucket conveyors are manufactured from specialized heat-resistant materials, allowing for the safe transport of hot materials such as ash, slag, freshly discharged ore, or high-temperature chemicals.
-
Adaptability to All Material Shapes: Whether handling fine powders, granules, or non-homogeneous lumps, bucket conveyors process them efficiently without deforming the product.
3. Typical Applications
Thanks to its durable characteristics, the bucket conveyor is the premier choice for the following industries:
-
Cement & Construction Materials: Transporting limestone, gypsum, and clinker.
-
Mining & Minerals: Moving coal, iron ore, sand, and gravel.
-
Agriculture & Food: Transporting grains, animal feed, and fertilizers.
-
Environmental Protection: Conveying bottom ash from boilers, sludge, or industrial waste.
4. Why Upgrade to a Bucket Conveyor System?
Compared to conventional transport methods, a bucket conveyor helps businesses:
-
Save Space: The ability to transport materials vertically optimizes the floor space within the factory or warehouse.
-
Reduce Maintenance Costs: Minimized wear on the machine body reduces the frequency of component replacement.
-
Environmental Protection: An enclosed design (optional) minimizes dust emissions into the air, maintaining a cleaner workspace.












Reviews
There are no reviews yet.